-
- 1
- 2
- 3
- 4




 Die Casting Mould ( 33 )
Die Casting Mould ( 33 )

- Die Casting Parts ( 338 )
- Aluminum Die Casting Parts ( 283 )
- Zinc Die Casting Parts ( 35 )
- Magnesium Die Casting Parts ( 11 )
- Copper alloy die casting parts ( 9 )
- Aluminum Sand Casting Part ( 19 )
- Steel Casting Part ( 33 )
- Machining parts ( 73 )
- Metal Stamping Part ( 59 )
- LED Lights ( 33 )
- Repeater Case ( 23 )
- Contact Person: Mr. General Ma
- View Contact Details
 Scan to visit
Scan to visit
- Aluminum Gravity Casting Product

- Aluminum permanent mold casting part

- Aluminum permanent mould casting part

- Al gravity casting part

- Aluminum permanent mold part

- Aluminum low pressure casting part

- Aluminum gravity-casting parts

- Aluminum gravity die casting part

- A356 gravity casting part

- 8kgs Aluminum casting kettle-bell

- 12kgs Aluminum alloy kettlebell

- 16kgs Aluminum casting Kettle-bell

- Aluminum casting valve part

- Aluminum alloy gravity casting Cylinder Block

- A356 T6 permanent mold casting part



















Customized Precision Aluminum Gravity Casting Maker
| Unit Price: | 6~7 USD |
|---|---|
| Payment Type: | T/T,L/C,Western Union |
| Incoterm: | FOB |
| Min. Order: | 600 Piece/Pieces |
- Mr. General Ma
Basic Info
Model No.: LM-15D027
Brand: LEMA
Additional Info
Packaging: wooden box
Productivity: 150pcs/day
Transportation: Ocean,Land,Air
Place of Origin: Ningbo
Supply Ability: 4500pcs/month
Certificate: SGS
Payment Type: T/T,L/C,Western Union
Incoterm: FOB
Product Description
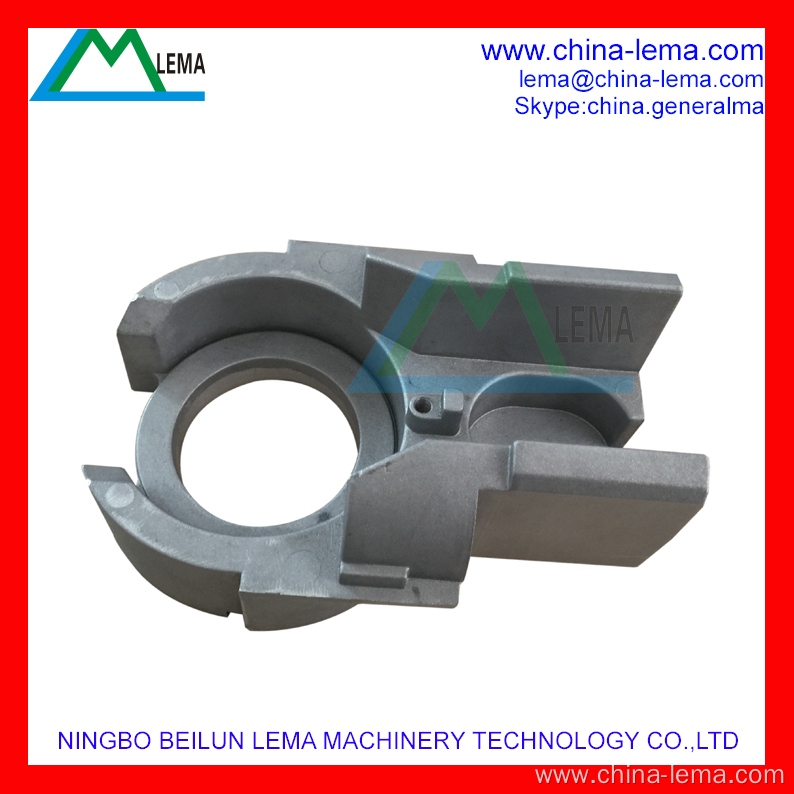
Customized Precision Aluminum Gravity Casting Maker
The gravity casting means the part is injected by the earth's gravity. The generalized gravity casting includes sand casting, Metal mold casting (permanent mould casting), investment casting, Lost Foam Casting, Mud casting etc. The narrow meaning of gravity casting is metal mold casting (permanent mould casting).
The permanent mold casting is modern technology that the mould made by heat resistant alloy steel.
The metal liquid generally injected into the gate by manual. Full of cavity depend on weight of liquid metal, exhaust, cool, open mould and get products.
Process flow: smelting, filling cavity, exhaust, cool, open mould, heat treatment, downstream processing.
The characteristics of Cylinder Block Gravity Casting:
1. Less casting porosity, heat treatment can be performed. The strength of the product can be improved greatly after heat treatment, better than Die Casting Parts.
2. Product density is low, molding depend on the liquid weight, the density of the product is lower than die casting parts, its strength is slightly worse, but the elongation is higher.
3. The product surface finish is not high. Easy form similar blasting pit on the surface of casting products after cooling contraction.
4. Slow filling and low production efficiency, the production efficiency is only about a quarter compare the high pressure casting, caused the product cost is high.
5. Mould life is longer than Die Casting Mould, and mould cost is low also.
6. Process is relatively simple.
7. Not suitable for production of thin wall parts.
Low Pressure Gravity Casting material chemical component

Commonly used materials of Aluminum alloy casting Railway clamp: AlSi7Mg;
The precision of the Aluminum gravity casting railway clamp: ±0.3mm;
Smoothness of surface of rough part: Ra6.4;
Shrinkage rate of Gravity casting aluminum clamp: 0.7%;
Material wastage rate: 5%;
General Permanent mold casting aluminum clamp machining allowance: 1mm;
Surface preparation methods: T6, Sand blasted, Shot blasting, Powder coating, Painting, Plating, Electrophoresis, Polishing
Our company's production equipment and management system
CNC machining center: 9 sets;
CNC lathe machine: 15 sets;
Work days of one week: From Monday to Saturday;
Shift work: 2 shift per day;
Working hours: From AM 8:00 to PM 5:00;
2D and 3D drawing Software: AutoCAD, UG, Pro/E, SolidWorks 2013;
QC control: New type NANO CMM, FPI M5000 desktop metal analyzer, Easson projector, Mechanical properties tester.
The Gravity Casting Cylinder Body production and QC control

Product Categories : Aluminum Gravity Casting Part